鋼格板平臺(tái)凡是有墜落危險(xiǎn)的地方就必須設(shè)置欄桿,,欄桿有多種形式,,組合式球接欄桿因其美觀,安裝方便,,適于在工廠標(biāo)準(zhǔn)化成批生產(chǎn),,被廣泛應(yīng)用于工業(yè)平臺(tái),市政園林行業(yè),,組合式球接欄桿的球接點(diǎn)是由金屬球接點(diǎn)和金屬管焊接而成,,球接點(diǎn)是欄桿立柱、扶手,、橫桿的節(jié)點(diǎn)和連接點(diǎn),,球接點(diǎn)的制備成了生產(chǎn)組合式球接欄桿的關(guān)鍵技術(shù)。
球接點(diǎn)的傳統(tǒng)制備方法是拉深法,,脹形法,,也有采用兩片半球焊接而成的方法。拉深法是片狀板材在壓力機(jī)上拉伸成半球底的杯狀工件,,經(jīng)過(guò)切邊縮口等工序制成球接點(diǎn),,這一制備制備工藝對(duì)板材要求高,工序多,,成品率低,,因而生產(chǎn)成本高,效率低,。脹形法是將空心件或管狀毛坯沿徑向往外擴(kuò)張,在管狀毛坯的內(nèi)部利用芯件,,如分塊式活動(dòng)凸模,、橡皮(聚胺脂)或者液體,使壓力機(jī)的軸向壓力轉(zhuǎn)化為對(duì)工件的徑向擴(kuò)張力,,而達(dá)到脹形的目的,。傳統(tǒng)的脹形制備工藝,縮口工序是在脹形工序之后,目的是便于芯模的退出,。該制備工藝工序多,,耗材多,效率低,。兩片半球焊接成為球接點(diǎn)的制備工藝最為簡(jiǎn)單,,但是對(duì)半球的焊接要求不能留下安全隱患,為了降低安全風(fēng)險(xiǎn),,應(yīng)增加驗(yàn)焊工序,,從而增加了成本。

無(wú)芯縮口脹形沖壓法制備工藝
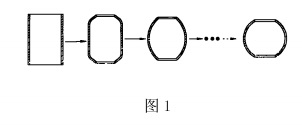
一種組合式球接欄桿用的球接點(diǎn)及其制備制備工藝,,其制備工藝流程如下:管狀毛坯→縮口→脹形→整形→修孔→消應(yīng)力熱處理→檢驗(yàn)→入庫(kù),;如圖1。具體的制備工藝步驟及參數(shù)如下:
(1)毛坯的準(zhǔn)備:
該制備工藝所用毛坯是管狀毛坯,,可以是鍛造管狀毛坯,,車削加工成的管狀毛坯,也可以是由無(wú)縫管裁切而成的管狀毛坯,;毛坯的尺寸:L=1.57D-d,。D球接點(diǎn)外直徑,d預(yù)留孔直徑,;
(2)縮口
該制備工藝,,縮口工序是放在脹形工序之前,縮口在模具上進(jìn)行,,縮口是多次縮口,,首次縮口,縮口系數(shù)控制在0.8~0.9,,縮口系數(shù)的控制通過(guò)調(diào)整閉合高度來(lái)實(shí)現(xiàn),,以確保材料不失穩(wěn)起皺,此后的多次縮口是與脹形同時(shí)進(jìn)行,;總的縮口系數(shù):K,。=d/d。d.多次縮口后的內(nèi)徑 d,。管狀毛坯的內(nèi)徑,;該制備工藝縮口工序總的縮口系數(shù):K。=0.40,;
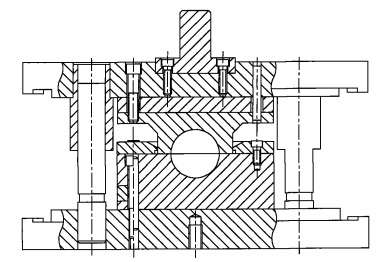
(3)脹形
該制備工藝是利用工件的自身強(qiáng)度在壓力機(jī)的軸向壓力在模具中產(chǎn)生的徑向分力作用下脹形而成為球接點(diǎn),;首次縮口后的工件進(jìn)入脹形工序,脹形工序與多次縮口工序同時(shí)進(jìn)行,,同樣使用模具,;脹形系數(shù):K2=daas/d,。d.脹形后的內(nèi)徑 d。管狀毛坯的內(nèi)徑,。該脹形工序的脹形系數(shù):K,。=1.05;
(4)整形
在壓力機(jī)的沖壓作用下進(jìn)行整形,,進(jìn)行校圓和精整,;
(5)修孔
通過(guò)滾口或車削工序進(jìn)行修孔,將球接點(diǎn)南北兩極縮口留下的孔,,加工為扶手管孔或橫桿管孔或鋼欄桿熱浸鋅處理的制備工藝漏鋅孔用,,并使其孔徑符合使用要求;
(6)消應(yīng)力熱處理
由于冷沖壓變形造成的組織變形和應(yīng)力積聚,,會(huì)使工件開(kāi)裂或變形,,因此消應(yīng)力熱處理視為安全消除隱患的有效措施;對(duì)于碳鋼或低合金鋼材料,,消應(yīng)力熱處理制度為560℃加熱,,保溫20分鐘,空冷,;
(7)上述工序之后,,便可通過(guò)檢驗(yàn)入庫(kù),成為生產(chǎn)組合式球接欄桿用的球接點(diǎn),,進(jìn)入下一工序,。
無(wú)芯縮口脹形沖壓法制備工藝相對(duì)于現(xiàn)有技術(shù)的有益效果是:在管狀毛坯經(jīng)縮口,脹形,,整形直至成球接點(diǎn)的沖壓過(guò)程不采用分塊式活動(dòng)凸模,、橡膠、聚胺脂或液體等作為芯件使壓力機(jī)的軸向壓力轉(zhuǎn)化為對(duì)工件脹形的徑向壓力的傳統(tǒng)方法,,而是直接通過(guò)特殊的沖模設(shè)計(jì),,利用工件的自身強(qiáng)度在壓力機(jī)的軸向壓力作用下產(chǎn)生徑向脹形而成為球接點(diǎn),制備工藝簡(jiǎn)單,,效率高,,成品率高;采用本制備工藝加工的球接點(diǎn)成型之后,,在南北兩極縮口留下的孔,,可用于加工扶手管孔或橫桿管孔或鋼欄桿熱浸鋅處理的制備工藝漏鋅孔用;制造的球接點(diǎn)是無(wú)縫的,,加上消應(yīng)力熱處理,,提高了產(chǎn)品的安全性能。