鋼格板是用一定間距的扁鋼和橫桿進(jìn)行正交排列,并壓焊為平面呈格柵狀的一種鋼鐵制品,。在鋼格板制造過(guò)程中,,扁鋼和橫桿之間通常采用電阻壓焊的方式完成焊接操作,通過(guò)液壓電阻焊自動(dòng)壓焊機(jī)強(qiáng)大的電焊功率和壓力將橫桿壓焊入扁鋼內(nèi),,從而得到鋼格板成品,。在壓焊過(guò)程中,焊接電流,、焊接時(shí)間和電極壓力等工藝參數(shù)對(duì)鋼格板焊接質(zhì)量有 很大影響,。不合理的工藝參數(shù)設(shè)定會(huì)導(dǎo)致鋼格板壓焊過(guò)程中形成一定的缺陷,主要有橫桿不能被完全壓入扁鋼內(nèi),,影響焊接的牢固程度和鋼格板表面的平整度,;鋼格板焊后變形較 大,會(huì)增加焊后矯正變形時(shí)間等問(wèn)題。目前的焊接在線(xiàn)檢測(cè)技術(shù)主要針對(duì)焊接裂紋,、氣孔和 焊縫表面缺陷等,,未見(jiàn)對(duì)鋼格板壓焊過(guò)程中形成的工件表面平整度和變形問(wèn)題進(jìn)行檢測(cè); 為此介紹一種基于激光輪廓傳感器的鋼格板壓焊質(zhì)量在線(xiàn)檢測(cè)系統(tǒng),。
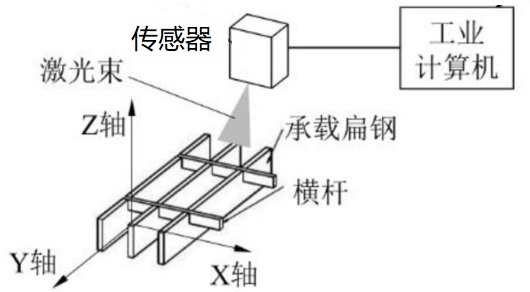
鋼格板壓焊質(zhì)量在線(xiàn)檢測(cè)系統(tǒng),,包括工業(yè)計(jì)算機(jī)、激光輪廓傳感器和基于LabVIEW開(kāi)發(fā)的在線(xiàn)檢測(cè)軟件,,激光輪廓傳感器與工業(yè)計(jì)算機(jī)連接,,用于采集鋼格板壓焊位置的輪廓數(shù)據(jù)并將采集到的數(shù)據(jù)傳輸至工業(yè)計(jì)算機(jī);工業(yè)計(jì)算機(jī)接收激光輪廓傳感器采集的輪廓數(shù)據(jù),; 安裝于工業(yè)計(jì)算機(jī)上的基于LabVIEW開(kāi)發(fā)的在線(xiàn)檢測(cè)軟件對(duì)接收到的輪廓數(shù)據(jù)進(jìn)行處理與結(jié)果顯示,。
激光輪廓傳感器采用千兆網(wǎng)(GigE)接口,使用以太網(wǎng)線(xiàn)纜(CAT-6)連接至計(jì)算機(jī),,并按照GigEVision標(biāo)準(zhǔn)進(jìn)行數(shù)據(jù)高速傳輸,。基于LabVIEW開(kāi)發(fā)的在線(xiàn)檢測(cè)軟件需集成支持GigEVision標(biāo)準(zhǔn)的IMAQdx模塊和VisionAcquisition模塊,。在線(xiàn)檢測(cè)軟件運(yùn)行前需使用NIMAX軟件確認(rèn)激光輪廓傳感器可被LabVIEW軟件識(shí)別,,且數(shù)據(jù)通信正確。
鋼格板壓焊質(zhì)量在線(xiàn)檢測(cè)方法,,通過(guò)鋼格板壓焊質(zhì)量在線(xiàn)檢測(cè)系統(tǒng)進(jìn)行鋼格板表面平整度和變形量的在線(xiàn)測(cè)量,,具體步驟如下:
S1:激光輪廓傳感器通過(guò)固定裝置安裝于鋼格板承載扁鋼的正上方;
S2:進(jìn)行激光輪廓傳感器的標(biāo)定,,確保數(shù)據(jù)準(zhǔn)確,、可靠;
S3:開(kāi)始?jí)汉讣庸�,,激光輪廓傳感器采集壓焊后的扁鋼與橫桿的輪廓數(shù)據(jù),,并將數(shù)據(jù)傳輸至工業(yè)計(jì)算機(jī);
S4:基于LabVIEW開(kāi)發(fā)的在線(xiàn)檢測(cè)軟件對(duì)接收到的壓焊點(diǎn)處輪廓數(shù)據(jù)進(jìn)行處理,,得出鋼格板表面平整度和變形量信息并顯示,;
S5:重復(fù)S3和S4,直至停止焊接。
通過(guò)對(duì)鋼格板在壓焊過(guò)程中形成的工件表面平整度和變形問(wèn)題進(jìn)行在線(xiàn)檢測(cè),,可準(zhǔn)確發(fā)現(xiàn)有質(zhì)量缺陷的鋼格板產(chǎn)品,, 且能夠精確測(cè)量出鋼格板的表面平整度和變形量,為壓焊工藝參數(shù)的優(yōu)化提供可靠的依據(jù),,從而顯著提高鋼格板壓焊質(zhì)量,。