õōĖ±░Õ╩Ūę╗ĘNė╔│ą▌d▒Ōõō┼cÖMŚU░┤ššę╗Č©Ą─ķgŠÓš²Į╗ĮM║Ž,Ż¼═©▀^║ĖĮė╗“ē║µi╝ėęį╣╠Č©Ą─ķ_│©░Õ╩Įõōśŗ(g©░u)╝■ĪŻõōĖ±░ÕÅVĘ║æ¬(y©®ng)ė├ė┌╩»ė═,Īó╗»╣ż,Īóę▒ĮĪó▌p╣ż,Īóįņ┤¼,Īó─▄į┤Īó╩ąš■Ą╚ąąśI(y©©)Ą─╣żśI(y©©)Į©ų■,Īó╣½╣▓įO(sh©©)╩®,Īóčbų├┐“╝▄ĪóŲĮ┼_,ĪóĄž░Õ,Īóū▀Ą└ĪóśŪ╠▌╠ż░Õ,Īó£Ž╔w,Īóć·Ö┌ĪóĄ§Ēö?sh©┤)╚Į©įņų�,ĪŻĖ∙�?j©┤)ųŲū„ĘĮĘ©▓╗═¼,Ż¼┐╔ęįīóõōĖ±░ÕĘų×ķē║║ĖõōĖ±░Õ║═ē║µiõōĖ±░ÕĪŻŲõųąē║║ĖõōĖ±░Õ╩Ūį┌│ą▌d▒Ōõō║═ÖMŚUĄ─├┐éĆĮ╗³c╠Ä═©▀^ē║┴”ļŖūĶ║Ė╣╠Č©Ą─õōĖ±░Õ,Ż¼ŲõÖMŚU═©│Ż▓╔ė├┼żĮgĘĮõō,Ż¼╚ńłD1╦∙╩ŠĪŻ

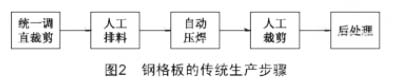
õōĖ±░ÕĄ─é„Įy(t©»ng)╔·«a(ch©Żn)ĘĮĘ©░³└©Įy(t©»ng)ę╗š{(di©żo)ų▒▓├╝¶,Īó╚╦╣ż┼┼┴Ž,Īó░ūäėē║║ĖĪó╚╦╣ż▓├╝¶Īó║¾╠Ä└Ē5éĆ▓Į¾E,Ż¼╚ńłD2╦∙╩Š,ĪŻ╩ūŽ╚ė╔ÅS╝ęėå┘Å╣╠Č©ķLČ╚Ą─ų▒▒ŌõōŻ¼╗“š▀ī”ŠĒ▒Ōõō▀MąąĮy(t©»ng)ę╗š{(di©żo)ų▒▓├╝¶,Ż¼╚╗║¾ė╔╣ż╚╦▀Mąą┼┼┴Ž,Ż¼Įėų°ė╔ē║║ĖÖC▀Mąąē║║ĖŻ¼ē║║Ė│÷üĒĄ─«a(ch©Żn)ŲĘų╗ėąę╗ĘNęÄ(gu©®)Ė±,Ż¼į┘Ė∙ō■(j©┤)ėåå╬Ą─ąĶę¬ī”«a(ch©Żn)ŲĘ▀Mąą▓├╝¶,Ż¼ūŅ║¾▀Mąą¤ßĮ■Õāõ\Ą╚║¾╠Ä└ĒĪŻ
é„Įy(t©»ng)Ą─╚╦╣ż┼┼┴ŽĘĮĘ©,Ż¼╣ż╚╦ä┌äėÅŖČ╚┤¾Ż╗╔·«a(ch©Żn)│÷üĒĄ─õōĖ±░ÕęÄ(gu©®)Ė±╩Ū╣╠Č©Ą─,Ż¼ī”ė┌▓╗═¼ęÄ(gu©®)Ė±Ą─ėåå╬ąĶŪ¾,Ż¼▒žĒÜ▀Mąą║¾Ų┌╚╦╣ż▓├╝¶Ż¼ī¦(d©Żo)ų┬╝ė╣żĢrķgķL,Ż¼╝¶Ž┬üĒĄ─▀ģĮŪ┴ŽĢ■įņ│╔└╦┘M,ĪŻ─┐Ū░Ż¼ć°ā╚(n©©i)ĻP(gu©Īn)ė┌ē║║ĖįO(sh©©)éõĄ─蹊┐ėą║▄ČÓ,Ż¼Ą½Äū║§ø]ėąßśī”╠ßĖ▀╚╦╣ż┼┼┴Žą¦┬╩Łh(hu©ón)╣Ø(ji©”)Ą─Ė─▀M蹊┐,Ż¼▀@ų„ę¬╩Ū╣żÅS─ĻŠ├ĪóįO(sh©©)éõĻÉ┼f,Īół÷ĄžŽ▐ųŲ,ĪóĖ─įņļyĄ╚å¢Ņ}╦∙ų┬ĪŻ×ķ┴╦▀Mę╗▓Į╠ßĖ▀õōĖ±░ÕĄ─╔·«a(ch©Żn)ą¦┬╩,Ż¼õōĖ±░Õ╔·«a(ch©Żn)ąąśI(y©©)žĮąĶę╗ĘN┐╔ęįīŹ¼F(xi©żn)õōĖ±░Õ╚╬äš(w©┤)ģóöĄ(sh©┤)ūįäėūRäe▓óŽ┬░l(f©Ī),Īóūįäė▓├╝¶ķLČ╚Īóūįäė┼┼┴ŽĄ─┐žųŲįO(sh©©)éõ,ĪŻ
ę╗,ĪóįO(sh©©)ėŗĘĮ░Ė
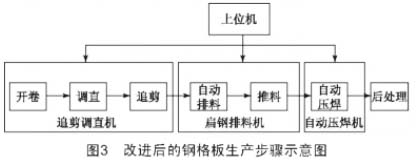
ßśī”õōĖ±░Õé„Įy(t©»ng)╔·«a(ch©Żn)ĘĮĘ©Ą─╚▒³cŻ¼įO(sh©©)ėŗ┴╦ę╗ĘNą┬╩Į╔·«a(ch©Żn)ĘĮĘ©,Ż¼▀xō±ŠĒ▒Ōõōū„×ķ▓─┴Ž▀Mąą╝ė╣ż,Ż¼╔·«a(ch©Żn)▀^│╠Ęų×ķķ_ŠĒĪóš{(di©żo)ų▒,ĪóūĘ╝¶,Īóūįäė┼┼┴ŽĪó═Ų┴Ž,Īóūįäėē║║Ė,Īó║¾╠Ä└Ē7éĆ▓Į¾EŻ¼╚ńłD3╦∙╩ŠĪŻ┼cé„Įy(t©»ng)ĘĮĘ©ŽÓ▒╚,Ż¼ą┬ĘĮĘ©ūŅ┤¾Ą─▓╗═¼Š═╩Ū┐╔ęįų▒Įė╔·«a(ch©Żn)▓╗═¼ęÄ(gu©®)Ė±Ą─õōĖ±░Õ,Ż¼▓╗ąĶę¬Ņ~═Ō▀Mąą▓├╝¶ĪŻ
×ķ┴╦īŹ¼F(xi©żn)╔Ž├µĄ─╔·«a(ch©Żn)┴„│╠,Ż¼øQČ©▓╔ė├╔Ž╬╗ÖCę╗PLCĪ¬ė|├■Ų┴Įń├µĄ─ą╬╩Į,Ż¼ė╔╔Ž╬╗ÖC▄ø╝■ūįäėūRäeU▒PĄ╚┤µā”įO(sh©©)éõĄ─╬─╝■öĄ(sh©┤)ō■(j©┤)Ż¼ūįäėŽ┬░l(f©Ī)ĮoPLCŽĄĮy(t©»ng),Ż¼┬ō(li©ón)ŠW(w©Żng)ūĘ╝¶,Īó┼┼┴Ž║═ē║║Ė3┼_ÖCŲ„░┤ššėåå╬Ą─ę¬Ū¾╔·«a(ch©Żn)Ė„ĘNęÄ(gu©®)Ė±Ą─õōĖ±░ÕĪŻė╔╔Ž╬╗ÖC,ĪóūĘ╝¶š{(di©żo)ų▒ÖCŽĄĮy(t©»ng)║═▒Ōõō┼┼┴ŽÖC┐žųŲŽĄĮy(t©»ng)ĮM│╔Ą─ūįäė┼┼┴ŽŽĄĮy(t©»ng),Ż¼┐╔ęįīŹ¼F(xi©żn)ŠĒõōūįäė└Łų▒ĮžöÓĪóūįäė┼┼┴Ž╣”─▄,ĪŻ
Č■,Īó╚╬äš(w©┤)å╬Ž┬░l(f©Ī)
└¹ė├╔Ž╬╗ÖCūx╚ĪU▒Pā╚(n©©i)┤µā”║├Ą─╚╬äš(w©┤)å╬╬─╝■Ż¼╚╗║¾į┌║Ž▀mĄ─Ģr║“?q©▒)ó╚╬ä?w©┤)å╬ą┼ŽóŽ┬░l(f©Ī)ĄĮūĘ╝¶,Īó┼┼┴Ž║═ē║║Ė3┼_ÖCŲ„╔Ž,Ż¼┐╔ęįīŹ¼F(xi©żn)ģóöĄ(sh©┤)Å─U▒PĄĮPLCĄ─ūįäė═©ą┼é„╦═Ż¼▓╗ąĶę¬▓┘ū„╣żį┌▀@3┼_ÖCŲ„╔Ž╩ųäė▌ö╚ļ?y©▓n)óö?sh©┤),Ż¼£p╔┘┴╦╔·«a(ch©Żn)Ģrķg,Ż¼═¼Ģrų▒ĮėŽ┬░l(f©Ī)╚╬äš(w©┤)å╬┐╔ęį▒▄├ŌģóöĄ(sh©┤)š`▌ö╚ļįņ│╔Ą─Įø(j©®ng)Ø·ōp╩¦ĪŻ
╚╬äš(w©┤)å╬Ą─ā╚(n©©i)╚▌ų„ę¬╩Ū▓╗═¼ęÄ(gu©®)Ė±õōĖ±░ÕĄ─Š▀¾wģóöĄ(sh©┤),Ż¼ŲõĖ±╩Į×ķĪ░╔·«a(ch©Żn)ą“╠¢ę╗│╔ŲĘöĄ(sh©┤)┴┐ę╗▒ŌõōķLČ╚ę╗▒ŌõōöĄ(sh©┤)┴┐ę╗┴¶Ņ^ķLČ╚ę╗ĮgõōöĄ(sh©┤)┴┐ę╗╦═┴Ž╬╗ų├Ī▒,ĪŻūįäė╔Ž┴ŽÖC┐žųŲŽĄĮy(t©»ng)Įń├µ╚ńłD4╦∙╩ŠĪŻ

╔Ž╬╗ÖCūRäeĄ─╚╬äš(w©┤)å╬╬─╝■Ė„ģóöĄ(sh©┤)║¼┴x╚ńŽ┬Ż║
(1)╔·«a(ch©Żn)ą“╠¢,Ż¼╩Ūīó╚╬äš(w©┤)░┤ššę╗Č©Ēśą“┼┼┴ąų«║¾Ą├ĄĮĄ─,Ż¼PLC═Ļ│╔«ö(d©Īng)Ū░╚╬äš(w©┤)ų«║¾Ģ■šłŪ¾╔Ž╬╗ÖC░┤ššą“╠¢Ž┬░l(f©Ī)Ž┬ę╗Śl╚╬äš(w©┤)ĪŻ
(2)│╔ŲĘöĄ(sh©┤)┴┐,Ż¼Š═╩Ū▀@ę╗┼·┤╬«a(ch©Żn)ŲĘųąŽÓ═¼ęÄ(gu©®)Ė±õōĖ±░ÕĄ─╔·«a(ch©Żn)öĄ(sh©┤)┴┐,ĪŻīó═¼ę╗ęÄ(gu©®)Ė±Ą─õōĖ±░Õ║Ž▓ó▀Mę╗éĆą“╠¢ā╚(n©©i)Ż¼┐╔ęį▒▄├ŌęÄ(gu©®)Ė±ģóöĄ(sh©┤)ŅlĘ▒ūā╗»,ĪŻ╔·«a(ch©Żn)¼F(xi©żn)ł÷Įø(j©®ng)“×▒Ē├„,Ż¼ī”▒╚ģóöĄ(sh©┤)Įø(j©®ng)│Żūā╗»Ą─ŪķørŻ¼╔·«a(ch©Żn)═¼ęÄ(gu©®)Ė±õōĖ±░ÕĄ─ÖCŲ„▒Ē¼F(xi©żn)Ė³ĘĆ(w©¦n)Č©,ĪŻ
(3)▒ŌõōķLČ╚,Ż¼Š═╩ŪĖ∙ō■(j©┤)«a(ch©Żn)ŲĘķLČ╚ėŗ╦ŃĄ├ĄĮĄ─ģóöĄ(sh©┤)Ż¼øQČ©┴╦ūĘ╝¶š{(di©żo)ų▒ÖC╝¶ŪąĄ─ķLČ╚,ĪŻ
(4)▒ŌõōöĄ(sh©┤)┴┐,Ż¼Š═╩ŪĖ∙ō■(j©┤)«a(ch©Żn)ŲĘīÆČ╚ėŗ╦ŃĄ├ĄĮĄ─ģóöĄ(sh©┤),Ż¼øQČ©┴╦ūĘ╝¶š{(di©żo)ų▒ÖC╝¶Ūą║═┼┼┴ŽÖC┼┼┴ŽĄ─┤╬öĄ(sh©┤)ĪŻ
(5)┴¶Ņ^ķLČ╚,Ż¼╩ŪõōĖ±░Õ║ĖĮėĄ─Ą┌ę╗Ė∙ĮgõōĄĮõōĖ±░Õ▀ģŠēĄ─ŠÓļx,Ż¼īŹļH╔ŽŠ═╩Ū┼┼┴ŽÖC═Ų┴ŽĄ─ŠÓļxĪŻ
(6)ĮgõōöĄ(sh©┤)┴┐,Ż¼╩ŪĖ∙ō■(j©┤)«a(ch©Żn)ŲĘķLČ╚╝░ē║║ĖÖCē║║ĖķgŠÓėŗ╦ŃĄ├ĄĮĄ─ģóöĄ(sh©┤),ĪŻė╔ė┌ē║║ĖÖC▓╔ė├ę╗┤╬ē║║Ėā╔Ė∙ĮgõōĄ─╝ė╣żą╬╩ĮŻ¼╦∙ęįĮgõōöĄ(sh©┤)┴┐┐é╩Ū┼╝öĄ(sh©┤),ĪŻį┌ķLČ╚ĘĮŽ“╔Ž,Ż¼ĮgõōöĄ(sh©┤)┴┐Īó┴¶Ņ^ķLČ╚,Īó▒ŌõōķLČ╚║═«a(ch©Żn)ŲĘķLČ╚ėą▀@śėĄ─ĻP(gu©Īn)ŽĄ╩ĮŻ║
▒ŌõōķLČ╚L=┴¶Ņ^ķLČ╚+(ĮgõōöĄ(sh©┤)┴┐-1)Ī┴ĮgõōķgĖ¶+─®Č╦ķLČ╚ (1)
«a(ch©Żn)ŲĘķLČ╚=▒ŌõōķLČ╚+░³▀ģ┴ŽīÆČ╚Ī┴2 (2)
(7)╦═┴Ž╬╗ų├,Ż¼╩ŪÖCąĄ╩ų╚ĪĄ┌ę╗Ė∙▒ŌõōĘ┼ų├Ą─╬╗ų├ĪŻė╔ė┌ąĶę¬╝ė╣ż▓╗═¼īÆČ╚Ą─õōĖ±░Õ,Ż¼▒ŌõōöĄ(sh©┤)┴┐▓╗ę╗Č©╩Ū34Ė∙,Ż¼×ķ┴╦▒ŻūCē║║ĖĢrŠ∙ä“╩▄┴”Ż¼ąĶę¬▒Ōõō▒M┴┐Ę┼į┌┴Ž▒Pųąą─╬╗ų├,Ż¼╦∙ęįąĶę¬Ė∙ō■(j©┤)▒ŌõōöĄ(sh©┤)┴┐ėŗ╦Ń│÷╦═┴Ž╬╗ų├Ż¼ėŗ╦Ń╣½╩Į╚ńŽ┬Ż║
╦═┴Ž╬╗ų├=roundup[(34-▒ŌõōöĄ(sh©┤)┴┐)/2] (3)
Ųõųąroundup╩ŪExcelųąūįĦĄ─Ž“╔Ž╚Īš¹║»öĄ(sh©┤),Ż¼▀@└’ėŗ╦Ń│÷üĒĄ─ĮY(ji©”)╣¹╩ŪĘ┼Ž┬Ą┌ę╗Ė∙▒ŌõōĄ─▓█╬╗,Ż¼ī”æ¬(y©®ng)ĄĮÖCąĄ╩ų╦┼Ę■ļŖÖCĄ─Į^ī”ū°ś╦Ż¼ėŗ╦Ń▀Ćę¬ė├ĄĮĄ┌4╣Ø(ji©”)Ą─╣½╩Į(4),ĪŻ
╚²,ĪóūĘ╝¶š{(di©żo)ų▒ÖC
ūĘ╝¶š{(di©żo)ų▒ÖCžōž¤(z©”)Ą─╩Ū╔·«a(ch©Żn)┴„│╠Ą─Ū░3éĆ▓Į¾EŻ║ķ_ŠĒĪóš{(di©żo)ų▒║═ūĘ╝¶,ĪŻŲõųą,Ż¼ķ_ŠĒĪóš{(di©żo)ų▒Š═╩Ūžōž¤(z©”)īó▄ćķgĄ├ĄĮĄ─ŠĒõō═©▀^└Ł╔ņē║Ą─ĘĮĘ©š{(di©żo)š¹│╔┐╔ė├Ą─ų▒▒Ōõō,ĪŻ╚╗║¾Ė∙ō■(j©┤)╚╬äš(w©┤)å╬ę¬Ū¾╝¶Ūą│÷ķLČ╚║Ž▀mĄ─▒Ōõō,ĪŻ▓╔ė├ūĘ╝¶Ą─╝¶ŪąĘĮ╩ĮĄ─╠ž³cŠ═╩Ū╝¶ŪąĄ─Ģr║“Ż¼ŪąĄČ┼c╦═┴ŽÖCśŗ(g©░u)═¼▓Į▀\äė,Ż¼ŲĮĘĆ(w©¦n)╝¶Ūą,ĪŻė╔ė┌ūĘ╝¶▀^│╠ųą╦═┴ŽÖCśŗ(g©░u)▓╗═ŻÖCŻ¼ūĘ╝¶Ą─╔·«a(ch©Żn)ą¦┬╩▒╚ę╗░Ń╔·«a(ch©Żn)ą¦┬╩Ė▀,ĪŻ
ūĘ╝¶▀^│╠æ¬(y©®ng)ė├┴╦┼_▀_Ą─╦┼Ę■ļŖÖC,Ż¼įō┐ŅļŖÖCūįĦļŖūė═╣▌å╣”─▄Ż¼╩╣ė├Ą─Ģr║“ų╗ę¬PLCŽ┬▀_ć¦║ŽųĖ┴Ņ,Ż¼Š═─▄ūįäė═Ļ│╔ŅA(y©┤)įO(sh©©)ķLČ╚▒ŌõōĄ─ūĘ╝¶äėū„,Ż¼į┌═¼▓Įģ^(q©▒)░l(f©Ī)╗žą┼╠¢║¾,Ż¼PLC┐žųŲę║ē║ĄČ▀Mąą╝¶ŪąĪŻ
╦─,Īó▒Ōõō┼┼┴ŽÖCŽĄĮy(t©»ng)
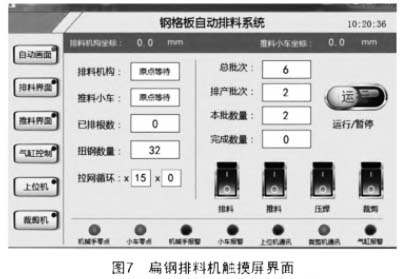
▒Ōõō┼┼┴ŽÖC╩ŪīŹ¼F(xi©żn)░ūäė╗»╔Ž┴Ž▓╗┐╔╗“╚▒Ą─ę╗▓┐Ęų,ĪŻ▒Ōõō┼┼┴ŽÖCĄ─ė|├■Ų┴░³└©ĀŅæB(t©żi)’@╩ŠĪó▒žę¬Ą─ģóöĄ(sh©┤)’@╩Šęį╝░╩ųäė┐žųŲ░┤Ōo,Ż¼┐╔ęįÄ═ų·▓┘ū„╣żė^▓ņÖCŲ„╣żū„ĀŅæB(t©żi),Ż¼┤_šJõōĖ±░ÕĄ─ģóöĄ(sh©┤)║═▒žę¬Ģrī”ÖCŲ„▀Mąąš{(di©żo)š¹Ż¼╚ńłD7╦∙╩Š,ĪŻ
õōĖ±░Õ┼┼┴ŽĢrĄ─ĻP(gu©Īn)µIŠ═╩Ūīó┴Ž▒P╔ŽĄ─▓█╬╗║═ÖCąĄ╩ų╦┼Ę■ļŖÖCĄ─Į^ī”╬╗ų├▀Mąąī”æ¬(y©®ng),Ż¼╦∙ęįįO(sh©©)ėŗ┴╦▓█╬╗╩ųäė╩ŠĮ╠│╠ą“Ż¼╩ŠĮ╠ų«║¾ūįäėėŗ╦ŃÅ─įŁ³cĄĮĮėžø╬╗ĘĮŽ“34éĆ▓█╬╗ī”æ¬(y©®ng)Ą─╦┼Ę■ļŖÖCĮ^ī”╬╗ų├ū°ś╦,ĪŻõōĖ±░Õ┼┼┴ŽĖ„╬╗ų├Į^ī”╬╗ų├ū°ś╦ėŗ╦Ń╣½╩Į╚ńŽ┬Ż║

╩ĮųąŻ║xo║═xg×ķ╩ųäė╩ŠĮ╠Ģrś╦Č©Ą─Ą┌1Ė±║═Ą┌34Ė±▓█╬╗Ą─Į^ī”╬╗ų├ū°ś╦,Ż╗xĪŻ×ķę¬Ū¾Ą─Ą┌n+1Ė±Į^ī”╬╗ų├ū°ś╦,Ż¼n╚Ī0ĄĮ33ų«ķgĄ─š¹öĄ(sh©┤),ĪŻ
ė╔ė┌╬„ķTūėöÓļŖ▒Żūo┤µā”ėąŽ▐Ż¼īŹļH╔Ž╩Ūīó╩ŠĮ╠Ą─Į^ī”╬╗ų├ū°ś╦┤µ╚ļPLCöÓļŖ▒Żūoģ^(q©▒),Ż¼├┐┤╬╔ŽļŖĢrūįäėėŗ╦Ń│÷34éĆ╬╗ų├ī”æ¬(y©®ng)Ą─├}ø_öĄ(sh©┤),Ż¼ę╗┼_ÖCŲ„ų╗ąĶę¬▀Mąąę╗┤╬╩ŠĮ╠Ż¼▓┘ū„╣ż╩╣ė├Ģr╝┤┐╔ų▒Įėš{(di©żo)ė├╩ŠĮ╠ĮY(ji©”)╣¹,Ż¼║å╗»┴╦▓┘ū„,ĪŻ
╬ÕĪóĮY(ji©”)šZ
▒Š┤╬įO(sh©©)ėŗĄ─▒ŌõōūįäėūĘ╝¶┼┼┴Ž┐žųŲŽĄĮy(t©»ng)ęčĮø(j©®ng)æ¬(y©®ng)ė├ė┌▄ćķg¼F(xi©żn)ł÷,Ż¼┐╔ęį╠µ┤·╚╦╣ż┼┼┴Ž▀^│╠,Ż¼▓╗Ą½śO┤¾ĄžĮĄĄ═┴╦╣ż╚╦Ą─ä┌äėÅŖČ╚Ż¼Č°Ūę─▄ų▒Įė╔·«a(ch©Żn)▓╗═¼ęÄ(gu©®)Ė±Ą─õōĖ±░Õ,Ż¼▓╗ąĶę¬║¾Ų┌╚╦╣ż▓├╝¶,Ż¼║å╗»┴╦╣ż╦ć┴„│╠Ż¼╔·«a(ch©Żn)ą¦┬╩Ą├ĄĮ┴╦├„’@╠ßĖ▀,ĪŻ▀@╠ūŽĄĮy(t©»ng)▓╗āHīŹ¼F(xi©żn)┴╦õōĖ±░Õē║║ĖÖCūįäė╗»ūĘ╝¶┼┼┴Ž,Ż¼ķ_░l(f©Ī)Ą─╔Ž╬╗ÖC▀Ć─▄░ūäėūRäeöĄ(sh©┤)ō■(j©┤)║═Ž┬░l(f©Ī)╚╬äš(w©┤)å╬Ż¼║¾Ų┌┐╔ęį═žš╣×ķš¹éĆ▄ćķg┐éĄ─╔·«a(ch©Żn)┐žųŲųąą─,Ż¼×ķīŹ¼F(xi©żn)▄ćķgą┼Žó╗»╠ß╣®╗∙ĄA(ch©│),ĪŻ