䓸�����������ЙC(j��)���������ֹ������ɷN,���C(j��)������ʹ�ø߉���艺���C(j��),���C(j��)е���Ԅӌ��M�U�M���ھ������еı���ϣ�ͨ�^��(qi��ng)���늺����ʺ�Һ�������M�U�������䓃�(n��i),���Ķ����Եõ����c(di��n)�Թ�,����(w��n)���Ժ͏�(qi��ng)�ȘO�ߵĸ�Ʒ�|(zh��)䓸��,�����ڱ�����Џ�����������䓸��rҪ���䓹Pֱ,�������Ҫ�ù��b�Aס���(�ұ��ֱ���ܱ��τ�),���Ա��ډ����C(j��)λ�ò�׃����r���τӱ��,���ڱ�䓵��L�ȷ�����һ�����؉����M�U���������a(ch��n)��ͬҎ(gu��)���䓸��r,�����õı�䓺��Ҳ��ͬ,�������Ҫ���Q���b��ʮ�ֲ���,�����Ľ�Bһ�N䓸�剺���C(j��)��䓊A�ֹ��b,�������܉�Aס��ͬ��ȵı���ұ��ֱ���ܱ��τӵă�(y��u)�c(di��n)��
һ��䓸�������C(j��)�����C(j��)�ܺͿ������ĉ����^,���˼��g(sh��)�������ڙC(j��)���Ϲ̶����L���ΰ�,���L���ΰ����������L�ȷ����g��������O(sh��)�����ɻ���ƽ�еIJ�ۣ�������ڲ���,���C(j��)���Ϲ̶���ƽ�_,��ƽ�_���ϱ����c��۵IJ۵��Rƽ��ƽ�_�����L���ΰ��һ��(c��)�����q���Г���,���������������L�ȷ����O(sh��)��һ�Ŷ�λ��,����䓵�픶˲��붨λ�ۃ�(n��i)���Q���ı�䓵���ƽ�N��ƽ�_���ϱ���,�������c�L���ΰ�֮�g�O(sh��)��һ���L���w�K,�������L���w�K�g������ع̶��ڙC(j��)���ϣ������^λ�ړ����cһ���L���w�K֮�g,������Ϸ�,�������L���w�K��ͬһ��(c��)���O(sh��)�Љ��K����䓲����L���w�K�ϵĉ��K�c�����L���w�K֮�g,��һ���L���w�K�ăɶ˾��O(sh��)���Q��,���Q��̶��ڙC(j��)���ϣ��ɉK�Q��ͨ�^�L�U؞���B��,���L�U�c�L���ΰ�ƽ��,���L�U�c���Љ��K���̶��B��,���L�U�ăɶ˾��ݽ�����ĸ,����ĸ�����Q�����(c��)���ϡ�
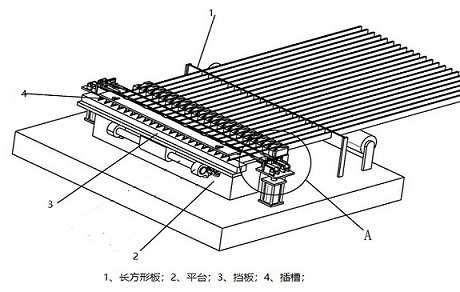
�����Ȍ����ɉK��䓲����L���ΰ��ϵIJ�ۃ�(n��i),��Ȼ���ٌ���䓲��������ĉ��K�c�L���w�K֮�g,����������䓵Ķ˲��������Ķ�λ�ۃ�(n��i)������{(di��o)���L�U�ɶ˵���ĸ,�����L�U���L�ȷ���ƽ���L�U,��ʹ�����ĉ��K�c�L���w�K�Aסһ�K��䓣�����i�o�L�U�ɶ˵���ĸ,������ʹ���еı�䓻���ƽ�еر��Aס,����(d��ng)���a(ch��n)��䓸�����õı�䓺����׃�r,���{(di��o)���L�U�ɶ˵���ĸ��Ȼ�����L�U���L�ȷ���ƽ���L�U,��ʹ�����ĉ��K�c�L���w�K֮�g���x�c��䓵ĺ���ஔ(d��ng),�����Ɍ�(sh��)�F(xi��n)����ͬ��ȱ�䓵��b�A�����ҿ����{(di��o)��(ji��)����䓵ĊA�o�̶�,�����C��䓿��Ա��τ�,����ͬ䓸�����õı�䓺�Ȳ�ͬ��������䓵ľ��xҲ����ͬ,����ˮ�(d��ng)ˮƽ���½��r,��һ��צ�^�еIJ���צ�^���ܕ�ײ����䓣������Ҫ����(j��)䓸���Ҏ(gu��)���{(di��o)������צ�^�ľ��x,�����{(di��o)�ɵڶ����,��Ȼ���ػ��۵��L�ȷ���ƽ�ƻ��壬�����{(di��o)�������ɂ�צ�^�ľ��x,��