��(d��ng)ǰ䓸������I(y��)�ķ�¹�ˇ�������ֹ��Ᵽ�����,������һ����߅���ɔ�(sh��)ʮ�l���p��ÿ���ֹ���ֻ�ܺ���һ�l���p,���ʬF(xi��n)�а�߅��ˇ�Ąڄӏ��ȸ�,�����ù��r�ࡢ���Ú��w��,��������ܶ�,�����Һ����|(zh��)��߀����(w��n)�����F(xi��n)���г����õ����Ԅӻ����әC��(g��u),��ͨ�^�A�ߌ������A�ַ�(w��n)�̶�λ�����Ә���(f��)λ,���\��PLC����ϵ�y(t��ng)���ƺ����Ƅӌ��Ҷ�λ�ù����ϵĺ��cλ,���M�з�߅���ӡ���ȱ������,������ˮ����,���������y���F(xi��n)����(zh��n)�ض�λ��һ�������]�а����A(y��)�O(sh��)��λ���M�й̶�,���ں����^����,���a(ch��n)�����`��O��߅�����|(zh��)������,�����Ľ�Bһ�N䓸�匧(d��o)����λ������߅�C�Ę�(g��u)�켰���c,��
䓸����(d��o)����λ������߅�C���ǽ�Q�����˹����ӄڄӏ��ȴ�Ч�ʵ͵Ć��},�����ÙC���˺����O(sh��)�䰺�F,��Ч�ʲ������˹����Ӹ�,��ʹ�ú;S�o��Ҫ��䌣�I(y��)���g(sh��)�ˆT���ɱ��ߵĆ��},��
䓸�匧(d��o)����λ������߅�C���������ڣ�X�S���_���O(sh��)���ػ��_���ӵęC��,��X�S�ŷ�늙C�(q��)�әC����X�S���_���ӣ�X�S���_���(c��)�O(sh��)������Y�S��܉,������Y�S���K������Y�S��܉����,������Y�S���K(li��n)������Y�S���K���b�壬����Y�S���K���b��(li��n)��X�S���_���(c��),������Y�S���K���b��(li��n)������U���B�ӉKһ��,������U���B�ӉK��һ��(li��n)�����ɺ����̶��������ɺ����̶������O(sh��)������ֱ������,�����ɺ��Ӕ[�����(q��)������ֱ�������[�Ӻ���,������ֱ���������ϲ��O(sh��)�����Ɍ�(d��o)��ֱ�����������Ɍ�(d��o)����λ�^�����Ɍ�(d��o)����λ�^β��(li��n)������Z�S���_,������Y�S���K���b��(li��n)������Z�S���_,������Z�S���_(li��n)������Z�S�{(di��o)���z�ܣ�����Y�S��܉(li��n)�����ɏ���һ��,�����ɏ�����һ��(li��n)������Y�S���K���b��,�����У���(d��o)����λ�^���^���Π����F�Π�,��ֱ���������Â�(c��)���z��ʽ,���B�ӉK��U���B�ӉK�����е�Z�S���_,��X�S���_������܉�ͻ��K,��
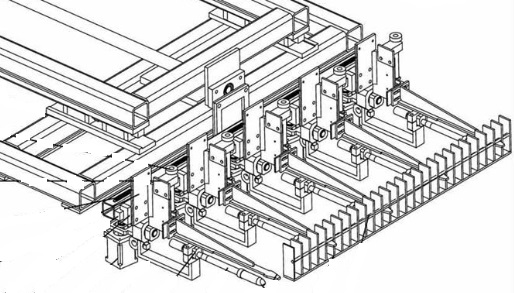
�����������g(sh��)�������C����ǰ��߅���ӕr,�� X�S�ŷ�늙C�(q��)�әC����X�S���_����,��ͨ�^ Y�S���K���b���(q��)��ֱ�������Լ����ϲ��O(sh��)�Ì�(d��o)��ֱ�������Č�(d��o)����λ�^��X�S���M䓸��ɂ���߅��䓵Ŀ�϶�У����ڌ�(d��o)����λ�^���^���Π����F�Π�,���S������������Ӷ��a(ch��n)��Y�S����ijC������,������Y�S���K��Y�S��܉С�����ӣ��S������ֱ�������Ę��^���_���ӹ�����,�����Ӕ[�����(q��)��ֱ��������ʩ�[�Ӻ���,�������^���Џ�����u���죬�����ꮅX�S�ŷ�늙C�(q��)�әC���˻�ԭλ,�������տs���ӌ�(d��o)����λ�Լ��^ֱ��������λ,��ÿ������֧���϶����{(di��o)���ݗU�������{(di��o)��������Z�S���������λ�á��@��,�����F(xi��n)�˰�߅���ӵ��Ԅӻ�,�������ܶ��l���pһ�ӣ���Q��Ч�ʆ��},����Ч��Q�˙C���˺����O(sh��)�䰺�F,��Ч�ʵͣ�ʹ�ú;S�o��Ҫ��䌣�I(y��)���g(sh��)�ˆT,���ɱ��ߵĆ��},��