䓸���߅�ڬF(xi��n)���г����õ����Ԅӻ����әC(j��)��(g��u),����Ҫͨ�^�A�ߌ������A�ַ�(w��n)�̶�λ�����Ә���(f��)λ,���\��PLC����ϵ�y(t��ng)���ƺ����Ƅӌ��Ҷ�λ�ù����ϵĺ��cλ,���M(j��n)�з�߅���ӡ�����䓸���ИI(y��)���a(ch��n)��ˇ����,��ԭ�������Ͼ��Ȳ���,�����y(t��ng)���әC(j��)����ͨ�^ʾ���٬F(xi��n)�ķ�ʽ�����l���l(f��)��ײ�C(j��),���o�����F(xi��n)�Ԅӻ����a(ch��n),������ˮ���Ϲ������y���F(xi��n)����(zh��n)�ض�λ��һ�������]�а����A(y��)�O(sh��)��λ���M(j��n)�й̶�,���ں����^����,���a(ch��n)�����`��O��߅�����|(zh��)������,��ᘌ��F(xi��n)�м��g(sh��)�д��ڵļ��g(sh��)ȱ��,������Bһ�N����䓸���߅�����O(sh��)�䡣
����䓸���߅�����O(sh��)��,���������Π�ĺ��әC(j��)��,�����әC(j��)�ܵ��в��γɵĿ��g�в����к��әC(j��)���ˣ����әC(j��)���˵ăɂ�(c��)���Č��Q���Q�е�һ���D(zhu��n)���ӹ�λ�Լ��ڶ����D(zhu��n)���ӹ�λ,�����әC(j��)���˵�ǰ���O(sh��)�еĺ����Լ�����ҕ�X������,�����әC(j��)���˵ęC(j��)е�����O(sh��)���ͽz�C(j��),�����әC(j��)���˵ęC(j��)���Ϸ������D(zhu��n)�P���O(sh��)�к��z�P������,����һ���D(zhu��n)���ӹ�λ�Լ��ڶ����D(zhu��n)���ӹ�λ�քe�O(sh��)���й�����λ��,�����әC(j��)�ܵ��S����һ��(c��)���ú������C(j��)��
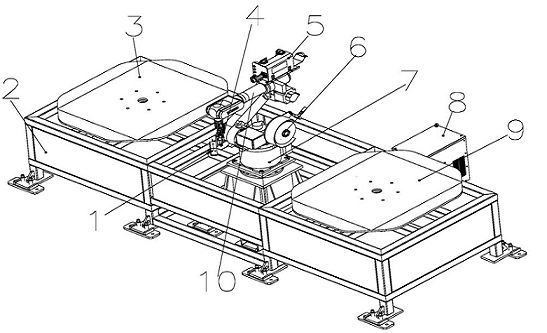
ͨ�^�әC(j��)�ܵ��в��γɵĿ��g�в����к��әC(j��)����,�����әC(j��)���˵ăɂ�(c��)���Č��Q���Q�е�һ���D(zhu��n)���ӹ�λ�Լ��ڶ����D(zhu��n)���ӹ�λ,�����әC(j��)���˵�ǰ���O(sh��)�еĺ����Լ�����ҕ�X��������ͨ�^�C(j��)����ƥ���ⲿ��λ������,�����r���Ҵ����Ӻ����Ĝ�(zh��n)�_λ��,����Ч����ײ�C(j��)�İl(f��)������ߺ���Ч�ʺͺ����|(zh��)��,��
䓸����߅�����O(sh��)��ʹ���^��,����������䓸��ͨ�^�A�߹̶������D(zhu��n)���ӹ�λ�Ĺ�����λ���ϣ��C(j��)���ˊA��λ�������M(j��n)�В���,��ͨ�^��λ����������õ�λ�Ô�(sh��)��(j��),������(d��o)�C(j��)���˸���(j��)λ�Ô�(sh��)��(j��)��(zh��)�к��ӹ����������Ć�߅������ɺ�,�����D(zhu��n)���ӹ�λ�Ĺ�����λ��ˮƽ���D(zhu��n)�A(y��)���Ƕ�,����һ߅�؏�(f��)��(zh��)�����Ϲ�����ֱ��ԓ������λ���ϵĹ����������,��Ȼ�әC(j��)�������D(zhu��n),��ʹ����λ����һ��������λ����Ϸ�������һ��������λ�����A(y��)�ȷźõĹ�����ǰ�����M(j��n)�к���,��ֱ���������,��
�ڙC(j��)�������D(zhu��n)����һ��(c��)���ӵ���һ��������λ���ϵĹ�����ͬ�r��������ɺ�Ĺ�����(zh��)�������Լ��Q�Ϲ����Ĺ���,���@�Ӵ�����������a(ch��n)��(ji��)��,�����әC(j��)���˿��Ԍ��F(xi��n)�B�m(x��)���a(ch��n)���I(y��)����ȴ����ϓQ�����I(y��),��