����\�nj�䓸�����̎���ձ���õ���Ҫ�ķ����g����֮һ,���ڸ��g�h(hu��n)����,��䓸����\�Ӻ�Ȍ����g����ֱ��Ӱ푡���ͬһ�Y(ji��)�Ϗ�(qi��ng)�ȗl����,��僌Ӻ�(������)��ͬ,�����g����Ҳ��ͬ���\����䓸����ݵķ��o(h��)���Ͼ��ИO�郞(y��u)��������,���\��늘O�λ���F��,������늽��|(zh��)���ڕr(sh��)���\�ɞ�ꖘOʧȥ��Ӷ���(y��u)�ȸ��g,����䓸����w�ɞ�ꎘO,���ܵ���\�ӵ�늻��W(xu��)���o(h��)�����ⸯ�g,���@����Ҋ��僌��^���t���g�����^��,���S��僌Ӻ�����ӄt���g����Ҳ����,�����^僌Ӻ�����^�t僌��c���ٻ��w�g�ĽY(ji��)�Ϗ�(qi��ng)�ȼ����½�,��������(hu��)ʹ���g������,����(j��ng)��(j��)��Ҳ�����㣬���,��僌Ӻ����һ���ֵ,���������^��ͺá���(j��ng)�^����,�����ڲ�ͬҎ(gu��)��ğ���\䓸��僼�,�����僌Ӻ���_(d��)�����L���g��������m�ˡ�

����僌Ӻ�ȵ�;��
1,���x����ѽ��\�ض�
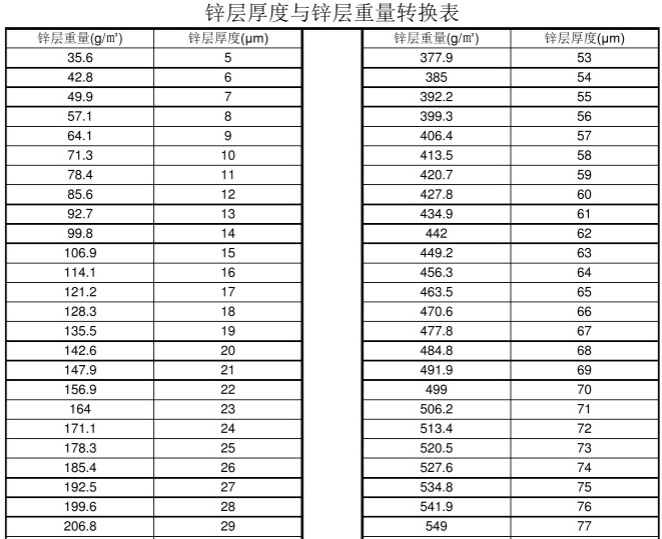
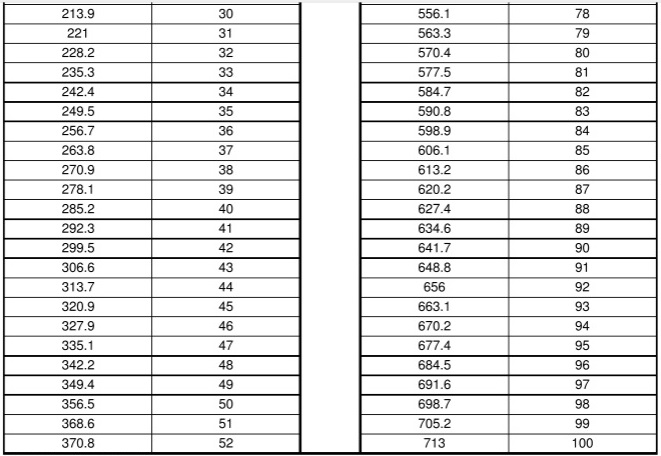
��ο���䓸��僼���\�ض��@�����C����僌��|(zh��)���Ƿdz���Ҫ��,����(j��ng)�������a(ch��n)��(sh��)�`���҂��J(r��n)�����\�ضȿ�����470~480����^����,��僼����5mm�r(sh��),����僌Ӻ�Ȟ�90��95um(�h(hu��n)���ضȞ�21~25��)���˕r(sh��)������\䓸���������~���yԇ,���Y(ji��)��������僌ӽ���7�����ϲ�¶�F���w,����\��䓏���(90��)�_(d��)1������僌Ӳ�Ó�䡣��(d��ng)���\�ضȞ�455~460��r(sh��),��僌Ӻ���ѳ��^���ֵ,���˕r(sh��)�mȻ僌Ӿ�����ԇ�(y��n)�Y(ji��)���^��(ͨ�������8�����ϲ�¶���w)���������\Һճ������,������F(xi��n)����^���@������ԇ�(y��n)�o���C,���������F(xi��n)Ó�ӵ�ȱ��,����(d��ng)���\�ض���510~520��r(sh��)��僌Ӻ��С�����ֵ(ͨ����60um����),����(j��ng)ԇ�(y��n)�����Ԝy���Δ�(sh��)��ߞ����4��¶���w�����g�ԟo���C,��
2,������僼������ٶ�
䓸��僼����\Һ�������ٶȿ��c����僌Ӻ������ҪӰ푡���(d��ng)�����ٶȿ�r(sh��),���t��\�Ӻ�,����������ٶ������t僌ӱ�,����ˣ������ٶ�Ҫ�m��(d��ng),���^���r(sh��)���t��䓸��僼������^�����F�\�Ͻ����c���\�ӕ�(hu��)�M(j��n)�ДU(ku��)ɢ,��ʹ���\�ӎ�ȫ��׃���˺Ͻ��ӣ����γ��˻ҿ�ɫ�ı�Ĥ,����������僌ӵď�������,�����⣬���c�����ٶ����P(gu��n)��,��߀�������Ƕ��������P(gu��n)ϵ��
3,����(y��n)����ƽ��\�r(sh��)�g
������֪,��䓸��僌Ӻ���c���\�r(sh��)�g��ֱ���P(gu��n)ϵ�����\�r(sh��)�g��Ҫ��������僼���������僄�����r(sh��)�g��僼��ӟ����\Һ�ض��c�������\��Һ���\������r(sh��)�g,��һ����r��,����僼����\�r(sh��)�g������僼��c�\Һ����(y��ng)�Kֹ������Һ���\�ҕr(sh��)�g֮�͞����ݡ��r(sh��)�g�^��䓸��僼��|(zh��)�����ܱ��C,���r(sh��)�g�^�L�t������僌Ӻ���c���ԡ���Y(ji��)������(hu��)����僌����g��,��Ӱ�䓸��僼����������ޡ�
�\�Ӻ���c�\�������D(zhu��n)�Q��